Jobs has been present in the aerospace sector for many years with applications related to the machining of composite materials, aluminium, and titanium.
More recently, however, there has been a significant increase in the use of titanium in aircraft: it has gone from a percentage (by weight) of 25% to over 30% among structural and engine elements. Although the aeronautical sector is the main outlet for titanium products, there are also other areas of use in which it is appreciated or is emerging, such as energy for turbines.
This has imposed even greater attention in the management of titanium, a material that presents very peculiar characteristics. If until a few years ago it could be acceptable to use - with the obvious limitations - conventional/universal machines making modest removals compared to other alloys, today recent technologies and narrower margins require a decisive change.
And that's not all: toolmakers have also developed new coatings, geometries, and substrates capable of attacking titanium and its alloys more efficiently. Provided they can count on machines with high performance in terms of rigidity, damping capacity, spindle torque and, in general, the ability to rapidly remove the heat produced by the machining process.
Based on these criteria, Jobs designers have therefore thought of a new line of machines created specifically for this application.
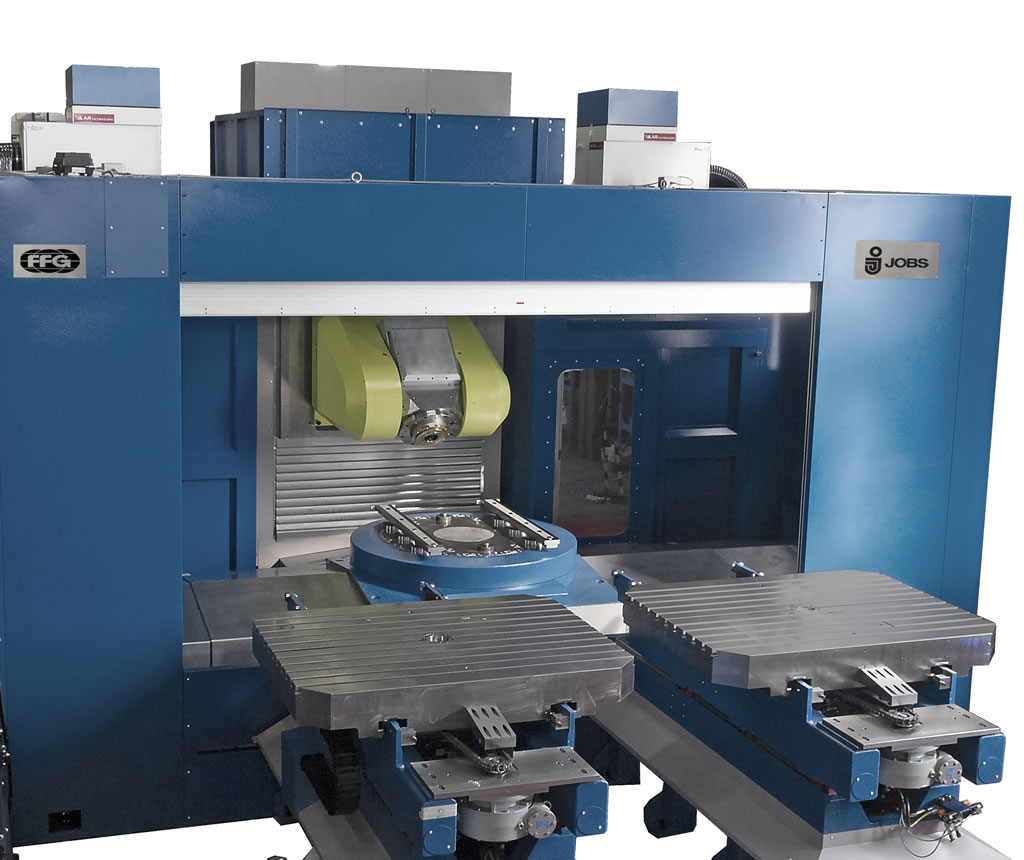
Designed for titanium
TRT 1000 is based partly on the TARKUS 2.0, a model that already made its mark three years ago in the field of titanium processing.
The most important change was the use of spheroidal cast iron instead of steel. Cast iron offers an unquestionable advantage in terms of vibration damping and the TARKUS 2. 0 project showed how this approach was successful, so Jobs thought of a horizontal palletized machining centre applying the same concepts: cast iron machine, high-torque spindle, an important thrust on the axes and a high-pressure lubro-coolant system inside the tool (80 bar and 150 l/min capacity) and 15 bar outside, both usable at the same time during machining thanks to an important chiller for cooling and a 2,000-litre tank with high-efficiency filtration system.
Another fixed point in the creation of TRT 1000 is the absence of the quill: the mobile column setting allows the same rigidity at any point of the Z axis. The working frequencies (and those induced on the piece) are a critical issue when talking about titanium; therefore, being able to keep them under control and out of the critical ranges is a fundamental step.
Dynamics and productivity
TRT 1000 is a 5-axis machine designed with a T-shaped structure: the X axis is longitudinal, Z is the transversal axis on which the entire column slides, while the Y axis is vertical.
The A and B axes, respectively the tilting head and the rotary axis of the table, are continuous, but can be locked hydraulically: the torques on the head are 13,000 Nm continuous and 40,000 locked, while on the rotary table 25,000 Nm continuous are available (40,000 with hydraulic lock).
The dimensions of the working area are generous, with strokes of 2,500 mm in X, 1,600 mm in Z and 1,500 mm in Y (2,000 mm optional).
TRT 1000 is equipped with two-position pallet system (pallets of 1,250x1,600 mm with a load capacity of 8 tons): this choice enhances the machine productivity by minimizing idle time for loading blanks, clamping them and unloading the finished part.
A pallet change system with these characteristics, with a frontal exchanger that has access to two different positions per pallet, ensures high reliability without sacrificing productivity. The machining operations performed on the TRT 1000 generally require several hours (not infrequently, removals are made from solid material) and a greater number of pallet positions may make sense when the machine is integrated into an FMS system.
Jobs is also known for its wide availability of both mechanical and electrospindle heads. For this model a fork head with electrospindle has been chosen for a matter of greater overall reliability.
The most evident quality is given by the simplification of the kinematic chain: a choice that reduces the heat generated and is more compact. In addition, the torque and power data of the electrospindle are those actually available to the tool, given the absence of gears or transmissions (which absorb a not inconsiderable amount). Finally, the electrospindle is easier to adjust thermally.
The head is driven by a dual liquid-cooled motor, with pinions and idlers for electronic backlash recovery.
Even the electrospindle itself has been designed specifically for this application: built on a Jobs design, it is able to develop 1,210 Nm of torque and 96 kW of power, reaching up to 4,000 rpm. The next step is the realization of a model with 1,600 Nm of torque: TRT 1000 has in fact been sized to ensure full functionality with these values.
The other rotary axis (the rotary table), also made by Jobs, can be interpolated thanks to two motors with 90° transmission with pinions acting on a toothed wheel integral with the table itself, which reaches 4 rpm.
The linear axes, on the other hand, feature a ball screw system with recirculating roller guides: this choice is given by Jobs will to create a machine that was not only suitable for roughing, but also able to carry out finishing operations thanks to good dynamics.
By its very nature, titanium requires specific approach and release trajectories. High feed rates are not reached when machining titanium, but high dynamics are essential: if we think of the creation of pockets, anomalous accelerations and decelerations in the corners can affect the surface finish and negatively influence the residual life of the tools.
TRT 1000 cannot therefore be defined as a fast machine in the strict sense of the term (as is the case with other machines in the group, designed for aluminium and light alloys) but, as we shall see, it ensures high productivity thanks to the volume of titanium swarf it is able to remove.
The calibration of the axes is designed to avoid abrupt movements during machining, a negative condition when working on titanium.
For the same reason, an "adaptive process" is not used: while with other materials varying the parameters during machining can be useful to always get the best from the machine without putting tools, motors and workpiece in crisis, on titanium it is preferable to stop machining in a controlled manner when the absorptions are excessive as it is a sign of abnormal wear of the inserts.
Details that make a difference
The T-shaped structure, as mentioned above, is the key to relying on the same rigidity at any point of the working volume.
On the linear axes the thrust is 22,000 N, indispensable to attack a material that by its very nature tends to repel the tool. 20 m/min is the maximum speed attainable, with an acceleration of 2 m/s2.
Considering the volume of swarf it is able to remove, the machine is equipped with two conveyors running along the X axis (one on each side) and pouring the material into a third transversal conveyor that conveys it to an external container.
The machine is also fully cabined and equipped with an oil mist suction system.
It has also been designed to be installed at floor level: this means that a good industrial floor avoids the need for expensive foundations, excavations for chip and liquid conveyors, etc.. This approach reduces installation time and related costs for the customer.
The tool changer is a 60-place chain type and is located alongside the column. It accommodates tools with HSK -A-125 taper (robust enough to transmit the torque required to machine titanium), up to 250 mm in diameter and 400 mm in length, weighing up to 30 kg.
At the customer's choice, Siemens (840D solution line) or Heidenhain (TNC 640) controls can be installed.
A laser probe for tool measurement and breakage detection is also available as an option.
Tests and trials
How does TRT 1000 perform on titanium?
Jobs has carried out some tests following the precise indications of the toolmakers, who have developed very performing tools that require dedicated machines, verifying limits and possibilities in chip removal on titanium.
With the first test, only the 3 linear axes were used (with the rotary ones hydraulically locked). An 80-mm-diameter curly cutter performed a solid cut with a depth of 50 mm and feed rate of 130 mm/min (for a total of 525 cm3/min of material removed). In addition to the excellent amount of swarf, there were no signs of vibration on the workpiece (also verified by the data detected by the sensors in the machine head).
For the 5-axis interpolated test, a solid slot was made with an 80-mm cutter, 30-mm depth, and a chip volume removed of 315 cm3/min.
In the last test, a 160-mm diameter face milling cutter was used to remove what is known as the titanium crust. It represents a big problem for many workshops because the external part of the billets (about 7-10 mm) is made up of a very hard layer or has impurities. The ideal is to remove this layer in a single pass to get to the useful material, otherwise there is the risk of abnormal wear of the (very expensive) cutting edges. Technological conditions are more critical for the machine, because the working frequency is further lowered (the cutter rotates at 90 rpm) and the machine must be able to manage them to avoid breaking the tools. The result of the test was optimal: the entire face milling was performed without the need to change inserts. If, instead of a single 10-mm deep pass, two separate 5-mm passes had been made, the inserts would have had to be changed between the first and second passes.
The absence of vibrations also has a beneficial effect on tool life, which according to tests performed is estimated to be 20-30% longer.
Tests with cryogenic coolant are also underway at the technology centre and MUSP, Jobs partner in research projects.
Compared to other machines in the group, the removal capacity on titanium has doubled. But it's not just a question of chips: the benefits can be seen in particular when making the most of "difficult" tools (such as longer ones) or when carrying out tangential machining and at low speeds.